歡迎訪問無錫正創冷彎科技有限公司官網!
冷彎設備-冷彎成型機
多年專注冷彎設備、輥壓冷彎成型設備及各種異型冷彎設備研發 生產 銷售
全國免費服務熱線:138-6180-1880

聯系方式CONTACT US
 『無錫正創冷彎』專業抗震支架設備廠家,提供消防管廊抗震支架成型機及太陽能光伏支架生產線,價格優惠!
『無錫正創冷彎』專業抗震支架設備廠家,提供消防管廊抗震支架成型機及太陽能光伏支架生產線,價格優惠!
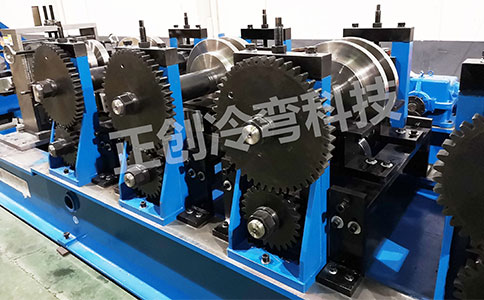
冷彎成型設備廠家分享:冷彎成型機調試手冊
潘先生 2021/10/29 9:37:33
閱讀:
冷彎成型機的調試需求有必定的工作經驗,特別是遇到復雜截面產品的設備調試時, 需求有長期的經驗總結。要想調試好冷彎成型機辦法很重要,遇事沉著冷靜應對,不急燥,才有可能培育成為一名 的冷彎成型機調試師傅。為了大家方便了解掌握冷彎成型機的調試辦法,下面就由冷彎成型機設備廠家為大家整理了一些知識點組合成冷彎成型機調試手冊,希望能夠幫助到大家。
一、讓一切軋輥在一條直線上的辦法。先確定 組與 一組的中點,這兩組軋輥的中點左右調動到中。然后根據這兩點,拉一條直線。中點標記,可用粉筆涂后,再用中卡尺標出中點,機器上一切下軋悉數用同樣的辦法標出中點,然后把軋輥中點悉數左右調整到直線上。下軋輥調直后,安裝回上軋輥。
二、調試上下軋輥的空隙的辦法。咱們應準備好一小段用于生產的原資料,厚度與平時用的資料一致,再配合一面小鏡子與一支手電筒。把資料放入上下軋輥之間,然后左右兩頭螺絲同時均勻擰緊,要注意不能先擰緊一邊再擰另一邊,這樣會導致兩頭的空隙可能不一致。擰緊后,用鏡子在一邊照,看里邊的空隙是否剛吻合,同時在另一邊用電筒照,假如空隙不均勻,透光會不均勻。承認空隙均勻后,再稍擰松一些,能夠拿出方才放入的資料為宜,這時,鎖緊左右兩頭螺絲。依次把一切的悉數按一樣的辦法試調好空隙。
上一篇:冷彎機的發展史

Copyright @ 2018 無錫正創冷彎科技有限公司 ? 版權所有
備案號:蘇ICP備2022035904號
 無錫市惠山區玉祁鎮武玉路蓉新村
無錫市惠山區玉祁鎮武玉路蓉新村
 0510-83898333 / 138-6180-1880
0510-83898333 / 138-6180-1880
 1031636200@qq.com
1031636200@qq.com
技術支持:阿凡達網絡